Introduksjon:
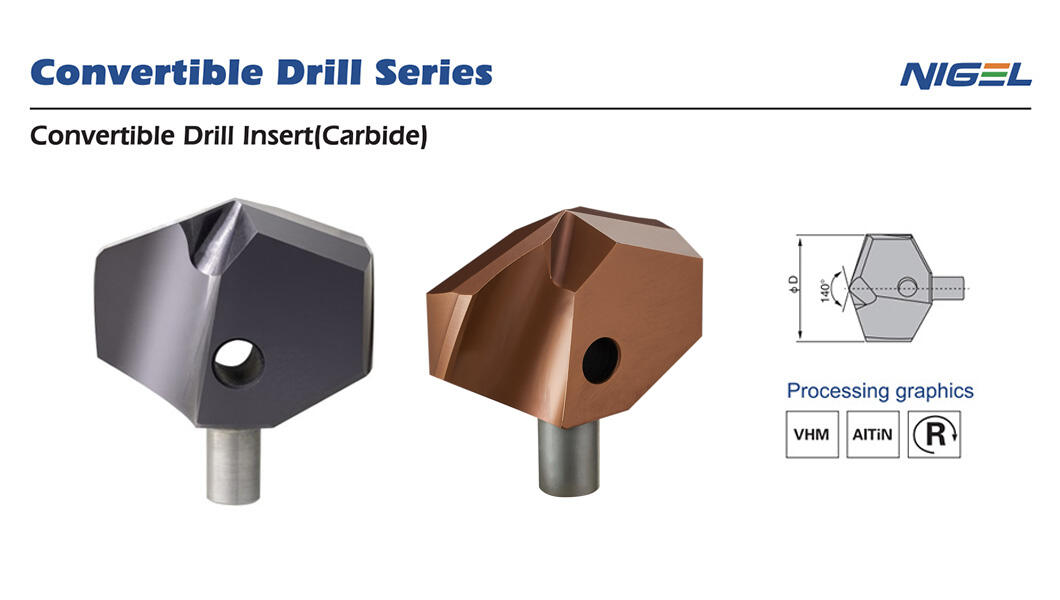
PCD (Polycrystalline Diamond) og CBN (Cubic Boron Nitride) er begge typer superharde skjæreverktøymaterialer, men de har forskjellige egenskaper som gjør dem egnet for ulike bruksområder. Her er de primære forskjellene:
Sammensetning og hardhet:
PCD er et av de hardeste kjente materialene, nest etter diamant. CBN kommer neste i hardhet. PCD lages ved å sintre diamantpartikler med et metallbindemiddel ved høy temperatur og trykk, mens CBN lages ved å behandle bornitrid ved ekstremt høy temperatur og trykk.
Anvendelse av bruk:
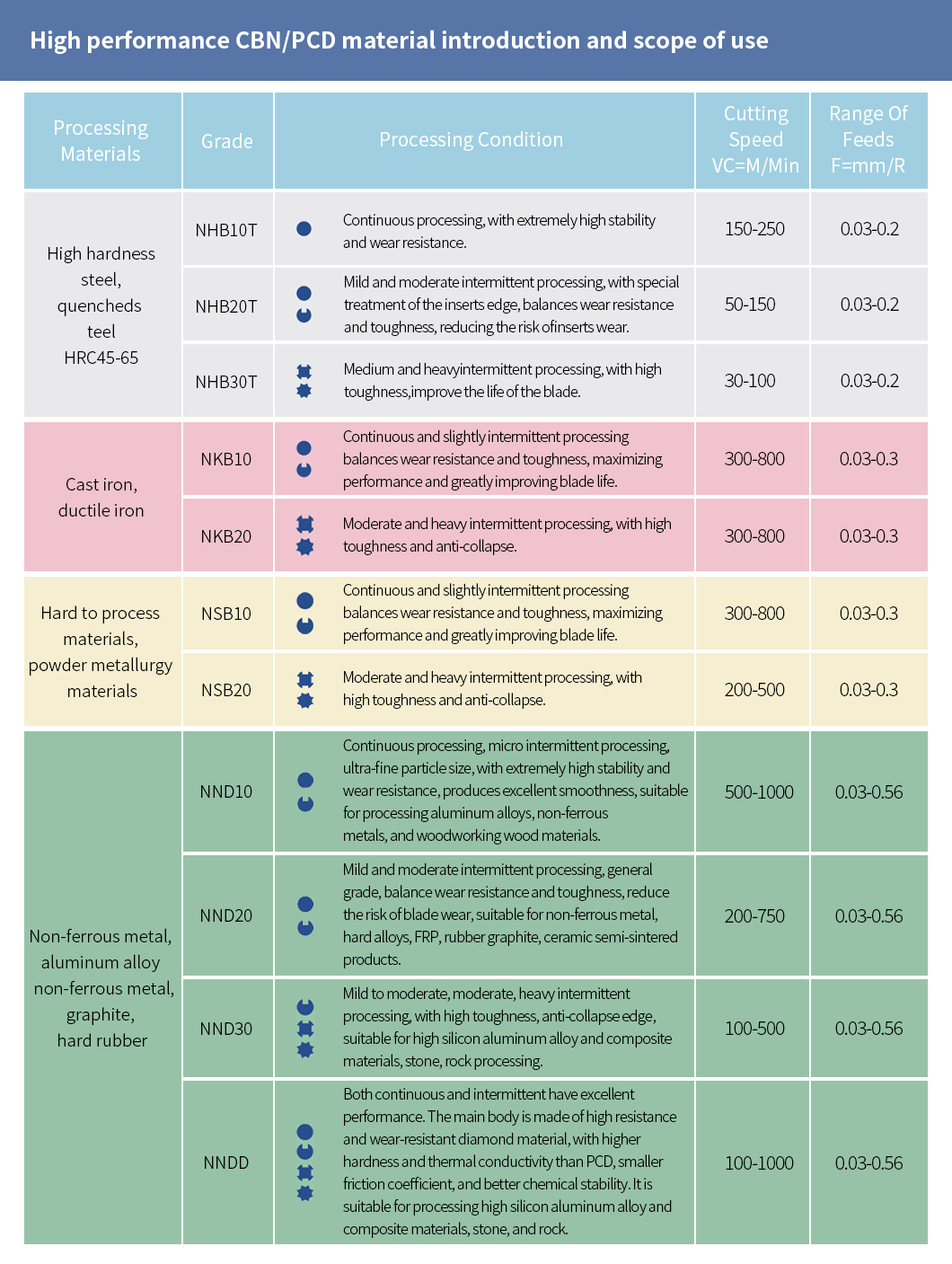
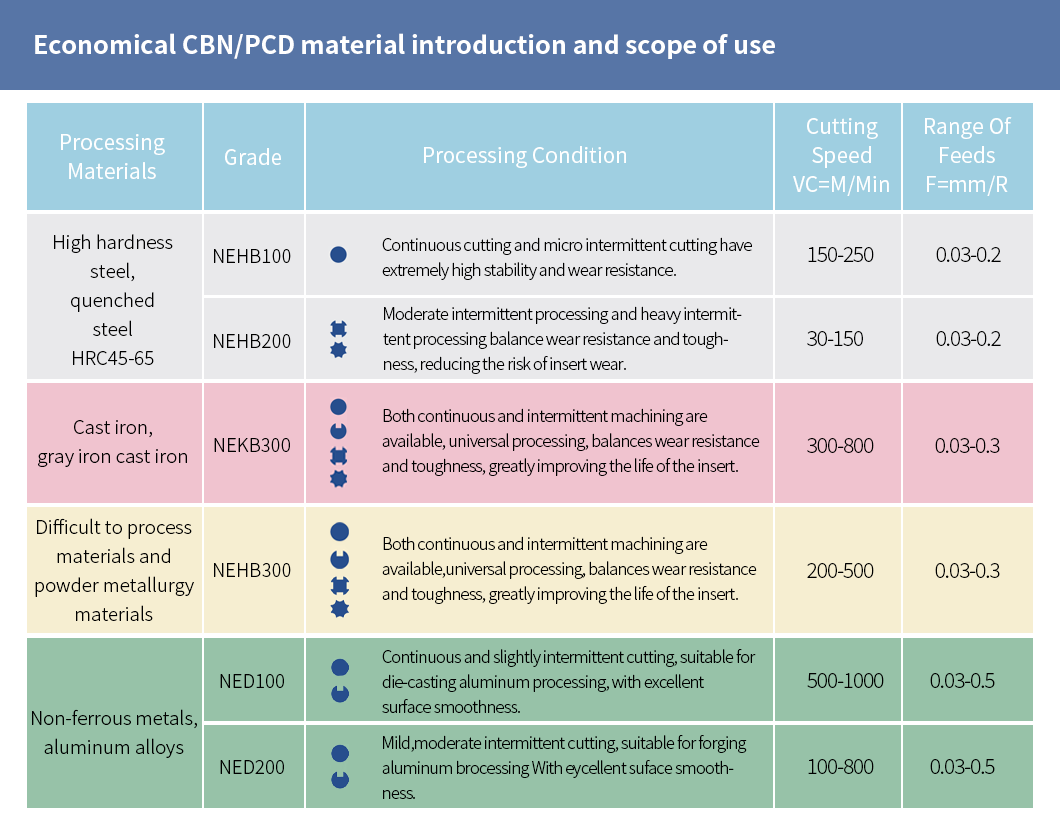
PCD-innsatser brukes vanligvis til å kutte ikke-jernholdige og ikke-metalliske materialer som aluminium, messing, kobber, plast, tre og gummi. På den annen side brukes CBN vanligvis til å kutte herdet stål, støpejern og andre harde jernholdige materialer.
Varme motstand:
CBN har høy motstand mot varme sammenlignet med PCD. Dette gjør CBN egnet for høyhastighetsmaskinering av jernholdige materialer som genererer høye skjæretemperaturer.
Slitestyrke:
Begge skjærtyper har utmerket slitestyrke, men CBN er mer egnet for maskinering av jernholdige materialer på grunn av sin overlegne varmehardhet og kjemiske stabilitet under skjæreforhold.
Kostnad:
Generelt er CBN-innsatser ofte dyrere enn PCD. Valget bør imidlertid baseres på materialet som skal maskineres og de spesifikke maskineringskravene i stedet for kostnadene alene.
Oppsummert avhenger valget mellom PCD og CBN i stor grad av arbeidsstykket. Hvis det er et ikke-jernholdig eller ikke-metallisk materiale, vil PCD være det passende valget. For harde, jernholdige materialer vil imidlertid CBN være mer egnet.
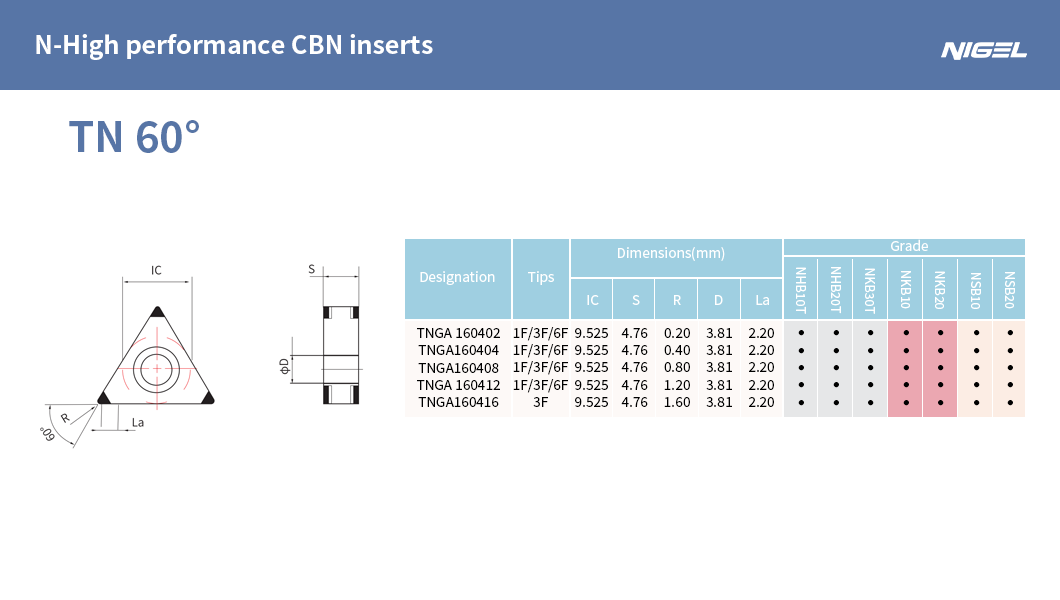
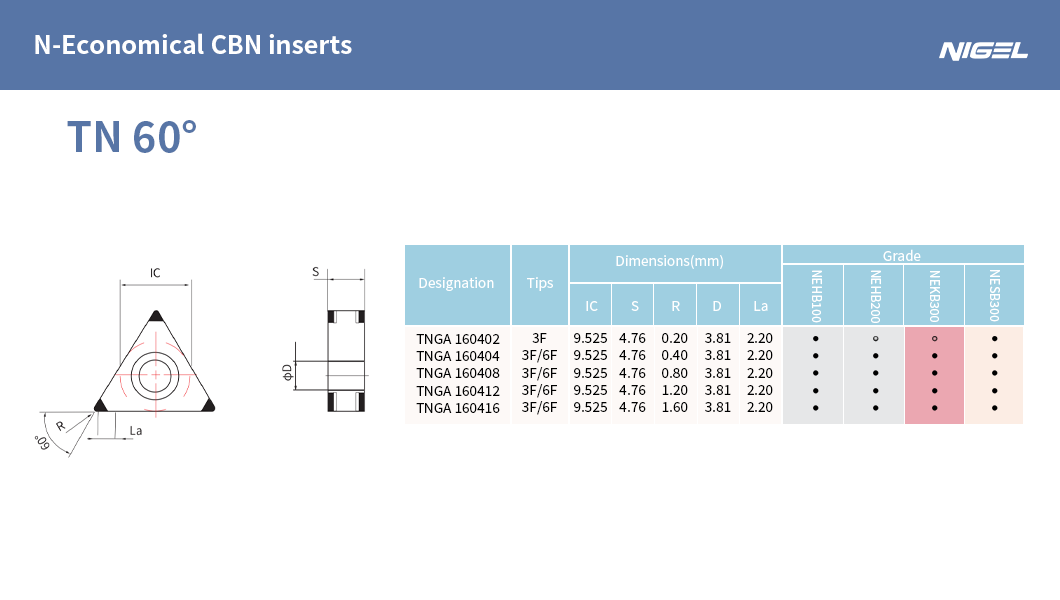
| N-Høyytelses CBN-innsatser | N-økonomiske CBN-innsatser |
| TNGA 160402 | TNGA 160402 |
| TNGA 160404 | TNGA 160404 |
| TNGA 160408 | TNGA 160408 |
| TNGA 160412 | TNGA 160412 |
| TNGA 160416 | TNGA 160416 |
Karakterreferanse:
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NEI
NEI
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 GA
GA
 AZ
AZ
 BN
BN