はじめに:
PCD(ポリクリスタリンダイヤモンド)とCBN(キュービックボロンナイトライド)はどちらも超硬切削工具材料ですが、異なる特性があり、それぞれ異なる用途に適しています。主な違いは次のとおりです:
構成と硬度:
PCDはダイヤモンドに次いで最も硬い材料の一つです。CBNはそれに次ぐ硬度を持っています。PCDは金属バインダーを使用してダイヤモンド粒子を高温高圧で焼結したものであり、CBNはホウ素窒化物を極めて高い温度と圧力で処理して作られます。
使用用途:
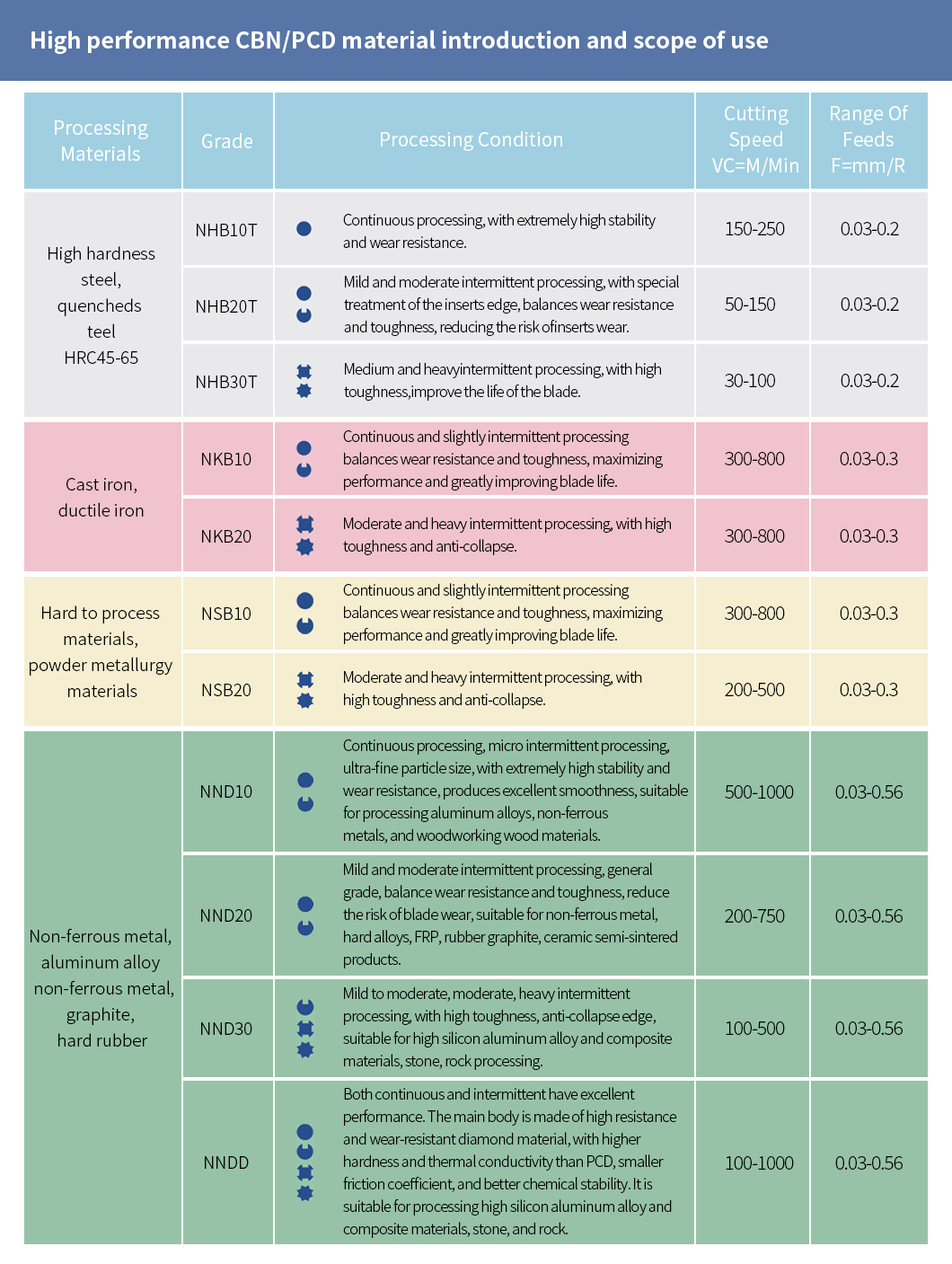
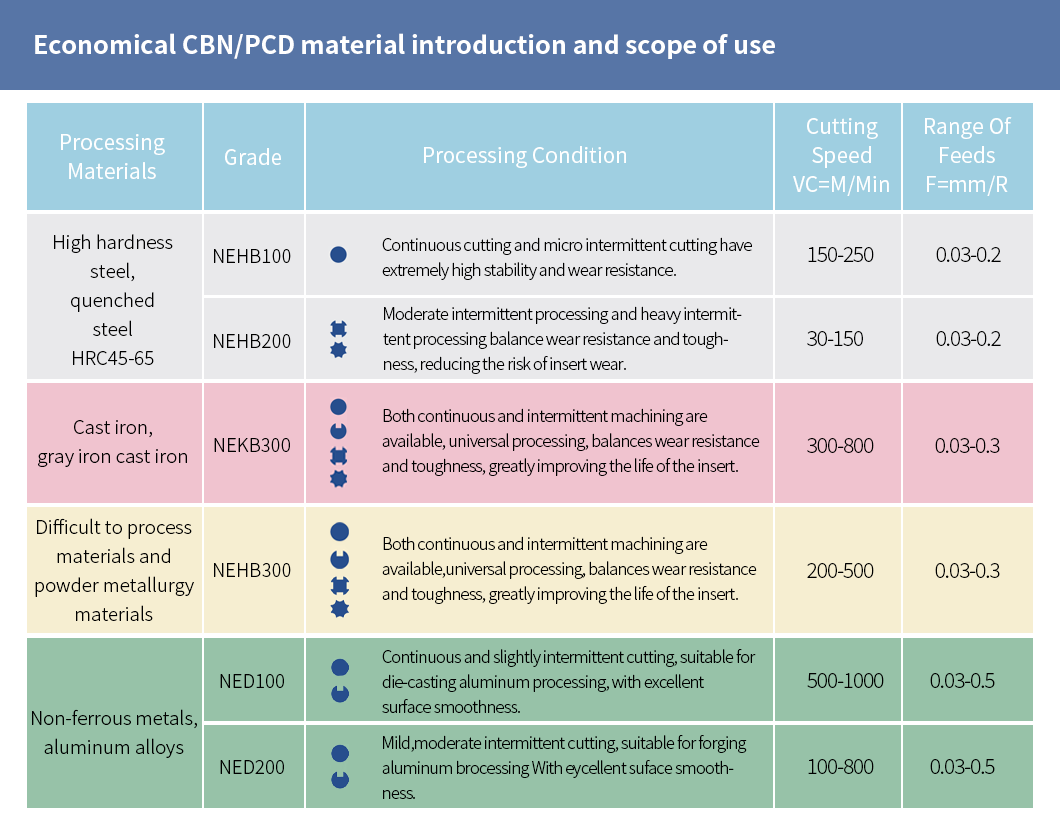
PCDインサートは通常、アルミニウム、真鍮、銅、プラスチック、木材、ゴムなどの非鉄金属および非金属材料の切り削りに使用されます。一方、CBNは硬化鋼、鋳鉄、その他の硬い鉄系材料の切り削りに通常使用されます。
耐熱性
CBNはPCDと比較して高温に強い特性を持っています。これは、高い切削温度を発生する鉄系材料の高速切削にCBNが適していることを意味します。
摩耗抵抗性:
どちらのチップタイプも優れた摩耗抵抗性を持っていますが、切削条件における優れた高温硬度と化学的安定性により、CBNは鉄系材料の切削により適しています。
費用:
一般的に、CBNチップはPCDよりも高価であることが多いです。しかし、選択はコストだけでなく、切削対象材と具体的な切削要件に基づいて行うべきです。
要するに、PCDとCBNの選択は主にワークピースに依存します。非鉄金属または非金属材料の場合、PCDが適した選択肢となります。一方で、硬い鉄系材料の場合、CBNがより適しています。
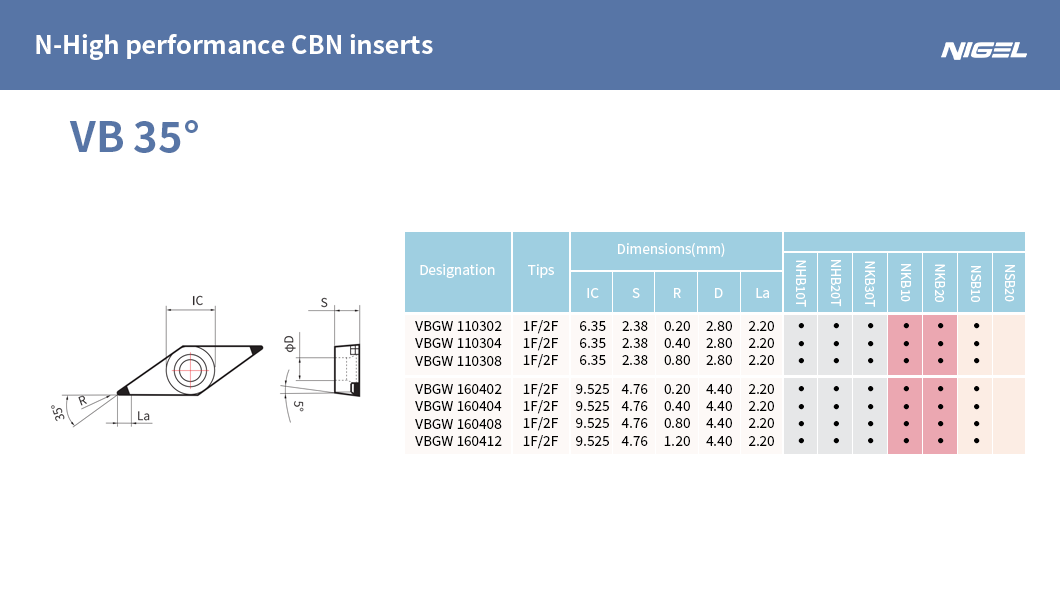
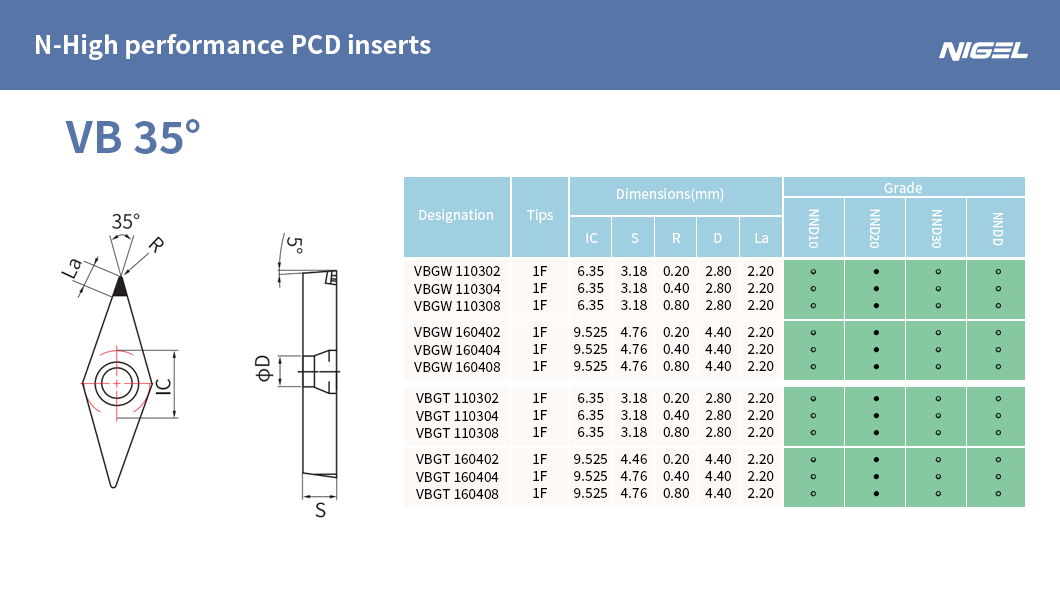
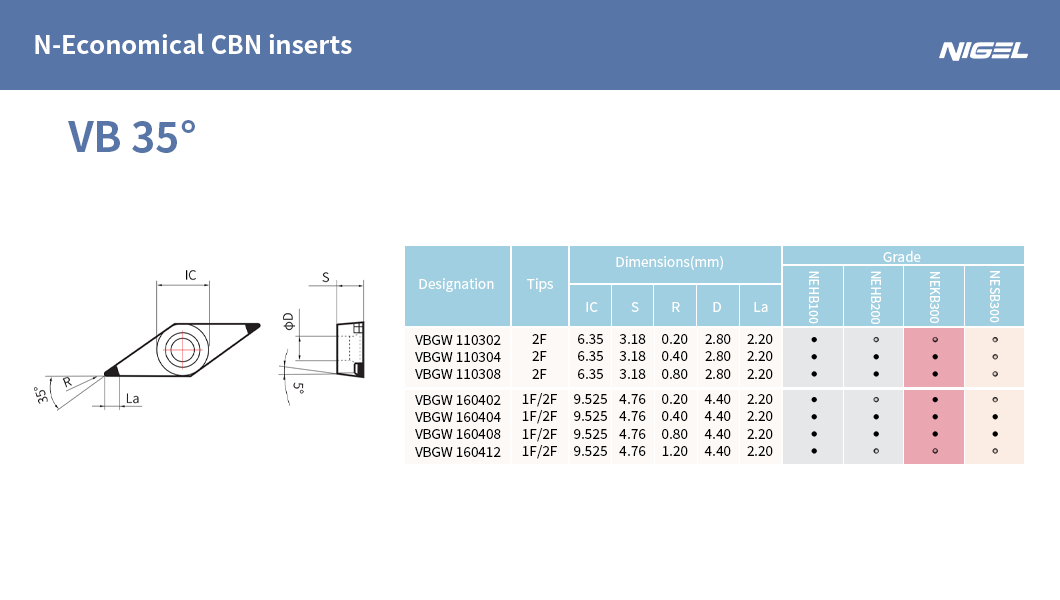
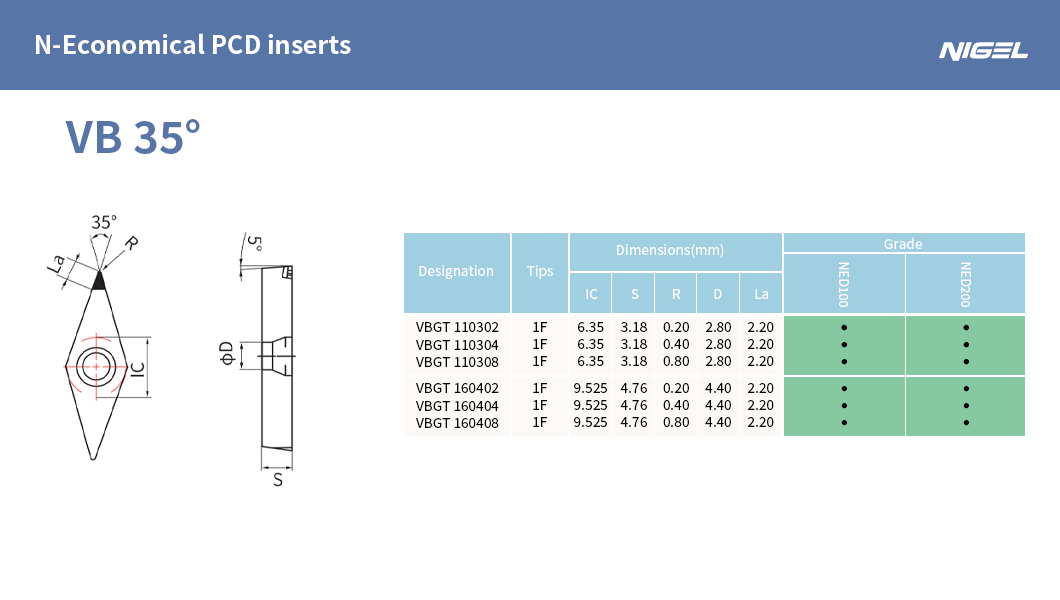
| N-高性能CBNチップ | N-経済的なCBNチップ | N-高性能PCDチップ | N-経済的なPCDインサート |
| VBGW 110302 | VBGW 110302 | VBGW 110302 | VBGT 110302 |
| VBGW 110304 | VBGW 110304 | VBGW 110304 | VBGT 110304 |
| VBGW 110308 | VBGW 110308 | VBGW 110308 | VBGT 110308 |
| VBGW 160402 | VBGW 160402 | VBGW 160402 | VBGT 160402 |
| VBGW 160404 | VBGW 160404 | VBGW 160404 | VBGT 160404 |
| VBGW 160408 | VBGW 160408 | VBGW 160408 | VBGT 160408 |
| VBGW 160412 | VBGW 160412 | ||
| VBGT 110302 | |||
| VBGT 110304 | |||
| VBGT 110308 | |||
| VBGT 160402 | |||
| VBGT 160404 | |||
| VBGT 160408 |
グレード参照:

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 GA
GA
 AZ
AZ
 BN
BN