পরিচিতি:
PCD (Polycrystalline Diamond) এবং CBN (Cubic Boron Nitride) উভয়ই সুপারহার্ড কাটিং টুল ম্যাটেরিয়ালের ধরন, কিন্তু তাদের বিভিন্ন বৈশিষ্ট্য রয়েছে যা তাদেরকে বিভিন্ন ব্যবহারের জন্য উপযুক্ত করে। মূল পার্থক্যগুলি এখানে আলোচিত হলো:
গঠন এবং কঠিনতা:
PCD হল সবচেয়ে কঠিন জানা ম্যাটেরিয়ালের একটি, যা মূলত ডায়ামন্ডের পর দ্বিতীয়। CBN কঠিনতায় তার পরে আসে। PCD তৈরি করা হয় উচ্চ তাপমাত্রা এবং চাপে ডায়ামন্ড কণাগুলি মেটাল বাইন্ডার সঙ্গে সিন্টারিং করে, যখন CBN তৈরি করা হয় উচ্চ তাপমাত্রা এবং চাপে বোরন নাইট্রাইড প্রক্রিয়া করে।
ব্যবহারের প্রয়োগ:
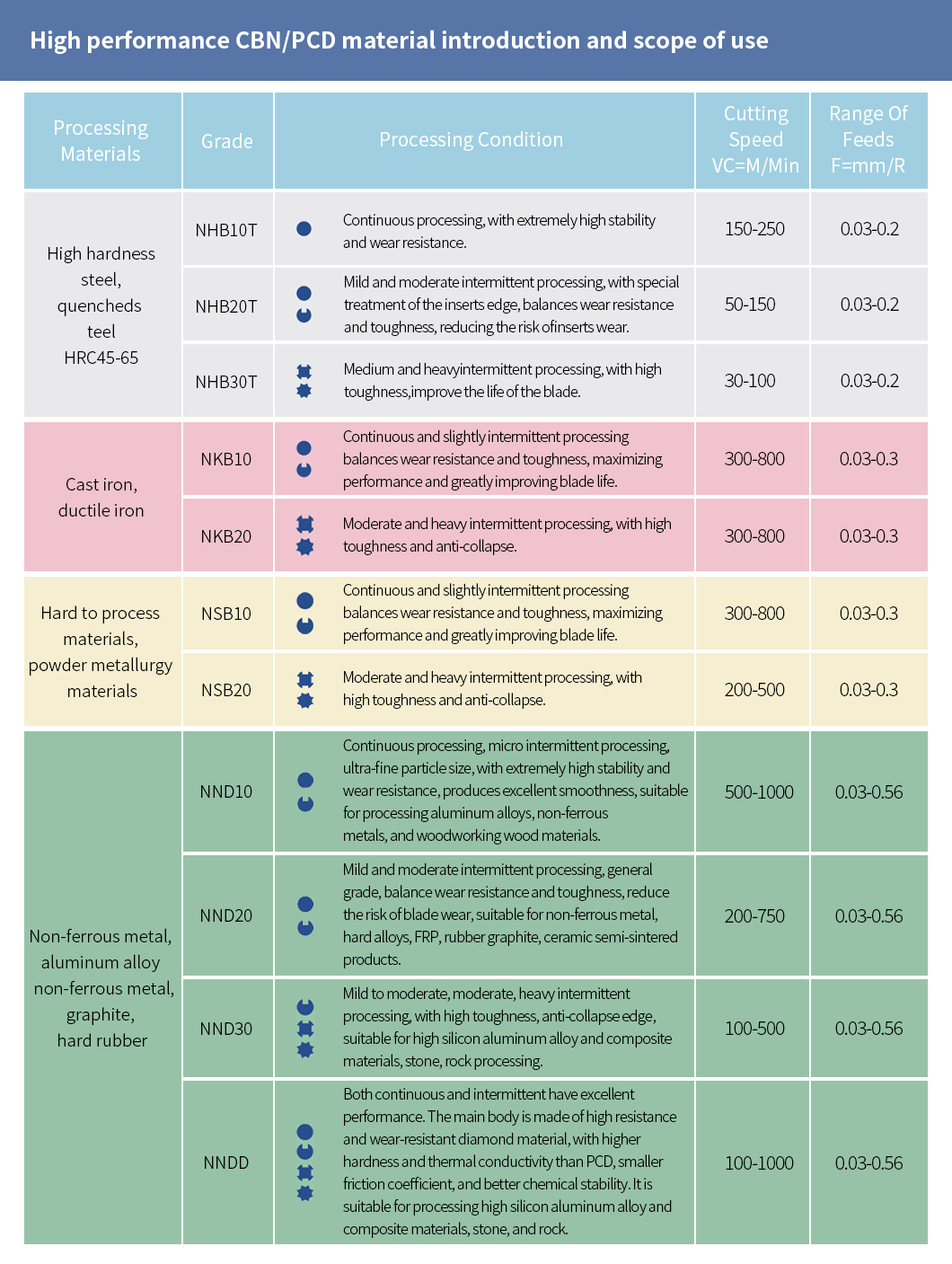
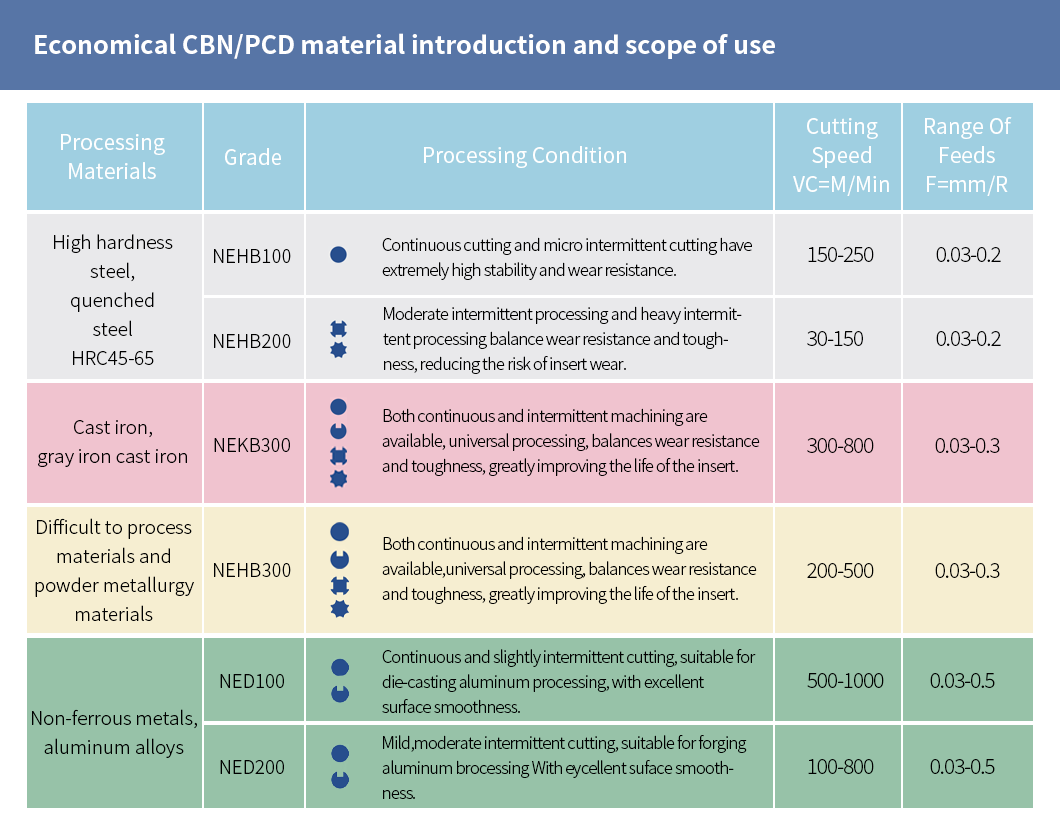
PCD ইনসার্ট সাধারণত অলুমিনিয়াম, ব্রাস, কপার, প্লাস্টিক, কাঠ এবং রাবার মতো অ-আয়রন এবং অ-ধাতব উপাদান কাটার জন্য ব্যবহৃত হয়। অন্যদিকে, CBN সাধারণত কঠিন স্টিল, কাস্ট আয়রন এবং অন্যান্য কঠিন আয়রন উপাদান কাটার জন্য ব্যবহৃত হয়।
চার্ম প্রতিরোধ:
CBN এর চার্ম প্রতিরোধ PCD থেকে বেশি। এটি ফার্রাস উপাদান কাটার সময় উৎপন্ন হওয়া উচ্চ তাপমাত্রা সহ উচ্চ গতিতে মেশিনিং করতে CBN উপযুক্ত করে।
অপচয় প্রতিরোধ:
এই দুটি ইনসার্টের ধরনের সবগুলোরই উত্তম মোচড় প্রতিরোধ রয়েছে, কিন্তু ফার্রাস উপাদান মেশিনিং করতে CBN বেশি উপযুক্ত, কারণ এর শ্রেষ্ঠ গরম কঠিনতা এবং মেশিনিং শর্তাবলীতে রাসায়নিক স্থিতিশীলতা রয়েছে।
খরচ:
সাধারণত, CBN ইনসার্ট অনেক সময় PCD থেকে বেশি খরচের হয়। তবে, মেশিনিং করতে হবে উপাদান এবং বিশেষ মেশিনিং প্রয়োজনের উপর ভিত্তি করে নির্বাচন করা উচিত, খরচের উপর নির্ভর করা উচিত নয়।
সার্বিকভাবে বলতে গেলে, PCD এবং CBN-এর মধ্যে বাছাই প্রধানত কাজের টুকরোর উপর নির্ভর করে। যদি তা অ-আয়রন বা অ-মেটালিক হয়, তবে PCD উপযুক্ত হবে। তবে কঠিন আয়রন সামগ্রীর জন্য CBN বেশি উপযুক্ত হবে।
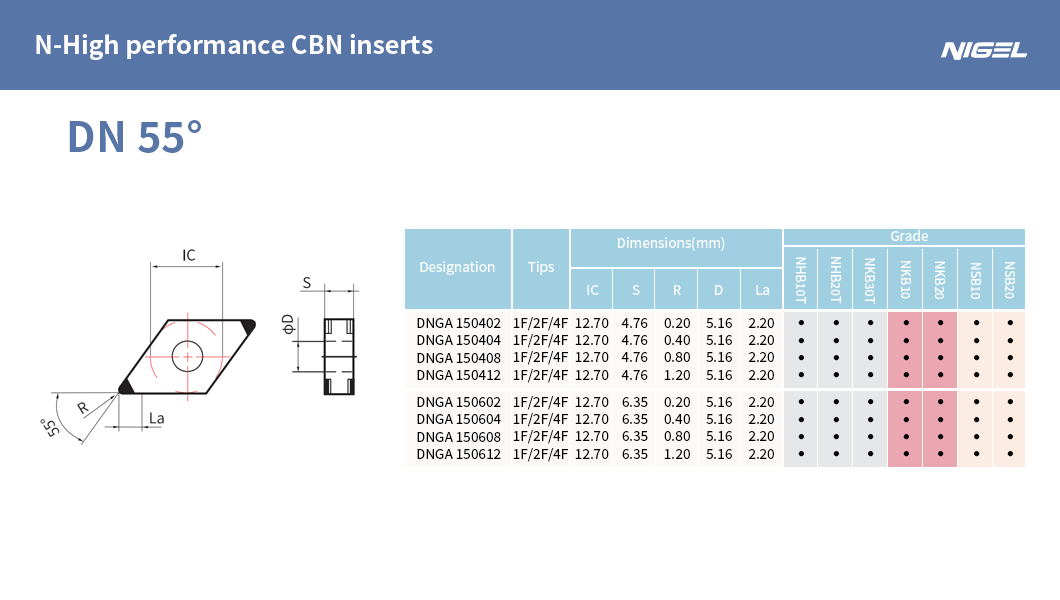
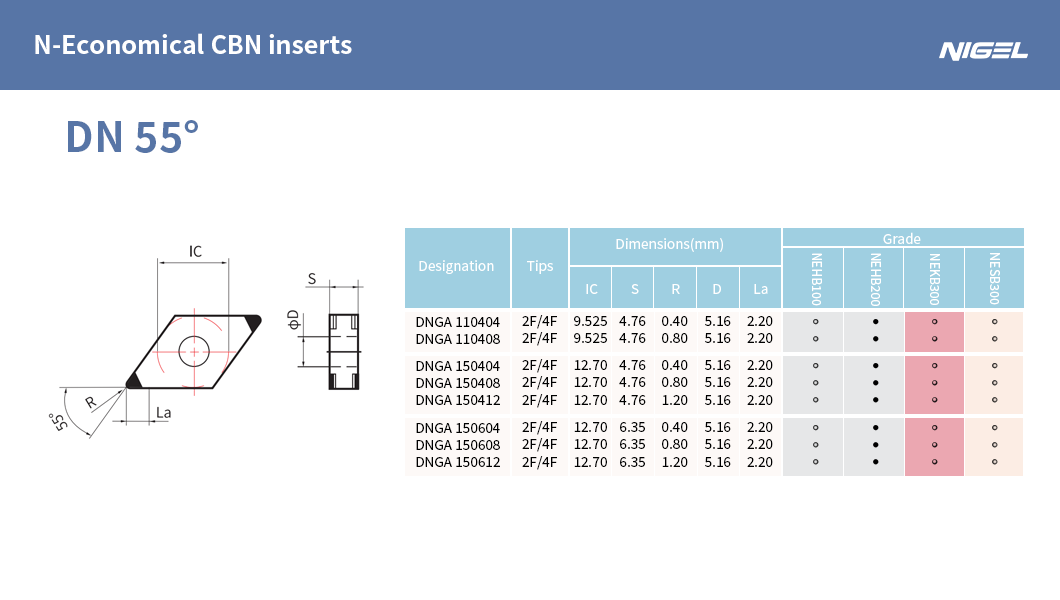
| N-উচ্চ পারফরম্যান্স CBN ইনসার্ট | N-অর্থনৈতিক CBN ইনসার্ট |
| DNGA 150402 | DNGA 110404 |
| DNGA 150404 | DNGA 110408 |
| DNGA 150408 | |
| DNGA 150412 | DNGA 150404 |
| DNGA 150408 | |
| DNGA 150602 | DNGA 150412 |
| DNGA 150604 | |
| DNGA 150608 | DNGA 150604 |
| DNGA 150612 | DNGA 150608 |
| DNGA 150612 |
গ্রেড রেফারেন্স:

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 GA
GA
 AZ
AZ
 BN
BN